光柵數顯(淺談光柵數顯系統的工作原理及安裝注意事項),36創業加盟網給大家帶來詳細的介紹,讓更多的人可以參考:光柵數顯(淺談光柵數顯系統的工作原理及安裝注意事項)。
淺談光柵數顯系統的工作原理及安裝注意事項
采礦機械的主要部件,例如電動刮板的前后框架,噴漿機的減速箱和電力機車的減速箱,通常需要在臥式鏜床上進行處理。經過近30年的運行,我廠的T612鏜床已經嚴重惡化,精度下降,無法滿足高精度加工的要求。
在設備大修期間,成功修改了數字顯示并安裝了光柵數字顯示系統。該系統利用光柵運動產生的莫爾條紋,電子電路和單片機完成自動位移。測量并數字顯示位移。該系統的工作原理和實際應用說明如下。
一、光柵數字顯示系統的硬件介紹
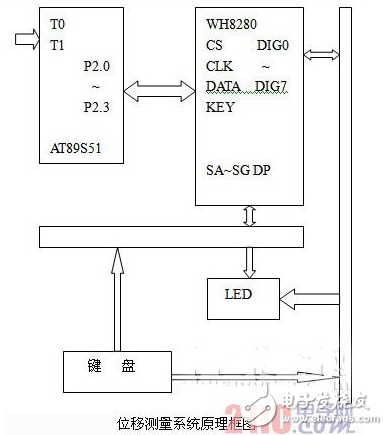
用于處理和收集信號的芯片是AT89S51,它支持ISP在線編程功能,并且內部有兩個16位定時器/計數器。鍵盤和顯示部分采用智能顯示驅動芯片WH8280,該芯片具有SPI串行接口功能,可以同時驅動8位共陰極數碼管。它內部包含一個解碼器,可以直接接受十六進制代碼或BCD代碼,并且同時具有兩種可以分割的解碼方法。通過芯片選擇信號,可以輕松實現8位以上的顯示或64鍵以上的鍵盤接口。光柵位移測量系統的硬件主要由光柵方向識別電路,AT89S51單片機,WH8280鍵盤和數字管電路組成。位移測量系統的原理框圖如圖1所示。
二、光柵尺位移測量的工作原理
光柵由光源,透鏡,光柵尺(主光柵),指示光柵(副光柵)和光電元件組成。當主光柵和副光柵以較小的θ角以相對傾斜且重疊的方式放置時,兩個光柵上的線將交叉。在光源的照射下,相交點附近的小區域中的黑線重疊以形成明暗的莫爾條紋,并且光柵線幾乎沿垂直方向排列。當光柵尺沿著垂直劃線相對于主光柵移動時,莫爾條紋隨之移動。莫爾條紋的光強度大致以正(正)正弦曲線變化,并且由光電元件感應的光電流的變化規律為大致正(正)正弦曲線。放大器經過整形電路放大并整形后光柵數顯,得到兩個相差90°的正弦波或方波,并將其發送到光柵數字顯示儀進行計數和顯示。
三、光柵尺的安裝注意事項
通常,主尺安裝在機床的工作臺上,讀數頭安裝在機床的固定部分,應盡可能安裝在主尺下方。安裝位置的選擇必須注意切屑飛濺光柵數顯,切削液和油的飛濺方向。
1、光柵傳感器的安裝底座
在舊機床的改造中使用光柵尺時,通常沒有理想的安裝表面。需要對其進行處理以建立合適的基礎。該材料優選地是經過時效處理的鑄鐵,以確保其變形小并且幾何精度穩定。它由銑床和磨床加工。通過輪廓塊或使用恒壓螺釘調平,可調整底座與機床導軌表面的平行度。平行度要求在.1mm / 1000mm之內。讀數頭的底座和直尺的底座之間的總誤差不得超過±0. 2mm。在安裝過程中,調整讀數頭的位置,使讀數頭與光柵尺體之間的平行度0.為1mm,讀數頭與光柵尺體之間的距離約為1?1. 5mm。
2、光柵傳感器的主尺安裝
使用調節螺釘將光柵主尺安裝在工作臺安裝表面的底座上,將千分表固定在工作臺上,移動工作臺,測量主尺平面與機床導軌移動方向之間的平行度,調節螺釘以使其為主。當直尺的平行度在1mm / 1000mm內達到0.時,請完全擰緊固定螺釘。在安裝光柵主尺時,應注意的是,當光柵主尺超過1. 5M或更多時,不可能僅安裝兩端。必須將支架安裝在標尺主體中。最好使用夾子夾住標尺主體的中點(或幾個點)。
3、光柵傳感器的限制裝置
所有光柵傳感器安裝完畢后光柵數顯,為了防止在機床移動時讀數頭與主尺的兩端發生碰撞,從而損壞光柵尺,必須在光柵尺上安裝一個限位裝置。機床導軌。
4、光柵傳感器讀取頭的安裝
讀數頭的安裝方法與主尺相似。讀數頭與光柵主尺的平行度保證在0. 1mm以內,讀數頭與光柵尺之間的間隙控制在1?1. 5mm以內。
5、保護裝置的安裝
通過以上工作,完成了光柵傳感器的安裝。但是對于一般的機床加工環境,有更多的鐵屑,切削液和油漬。因此,光柵傳感器應配備防護罩。保護罩是根據光柵傳感器的外部橫截面尺寸確定的,通常用橡膠密封以使其具有一定的耐水和耐油性。
四、使用光柵傳感器的注意事項
(1)在關閉電源之前,應先插入和拔下光柵傳感器和數字顯示插頭插座。
(2)及時清理濺在標尺上的碎屑和油,并嚴格防止任何異物進入光柵傳感器外殼內部。
(3)定期檢查每個安裝連接螺釘是否松動。
(4)為了延長防塵密封條的使用壽命,可以在密封條上均勻地涂一層薄薄的硅油,注意不要濺到玻璃光柵的劃線表面上
(5)為了確保光柵傳感器的可靠性,可以定期用乙醇混合物(各50%)清潔光柵尺表面和指示光柵表面,以保持玻璃光柵尺表面的清潔。
(6)嚴禁光柵傳感器振動和跳動,以免損壞光柵尺。如果光柵尺斷裂,光柵傳感器將失效。
(7)應注意防止油和水污染光柵尺表面,以免損壞光柵尺的線條分布并引起測量誤差。
(8)光柵傳感器應盡量避免在嚴重腐蝕的環境中工作,以免腐蝕光柵的鉻層和光柵表面,并損害光柵的質量。
五、效果和收益估算
在安裝數字顯示器之前,操作員需要經常停下來并反復測量尺寸以控制加工精度,這受工人操作熟練程度的影響很大。安裝數字顯示器后,可以減少測量誤差的影響,并且可以將精度控制在0. 01- 0. 03mm之內。以噴漿減速箱為例。安裝數字顯示器之前,需要3個班次(1300分鐘的工作時間)才能完成。現在只需不到兩班就可以完成,效率提高了40%。后來,我廠的C533 5、 C5325立式車床和X53T銑床也進行了數字顯示系統的改裝,具有明顯的經濟效益。
總結:以上內容就是光柵數顯(淺談光柵數顯系統的工作原理及安裝注意事項)詳細介紹,如果您對創業項目感興趣,可以咨詢客服或者文章下面留言,我們會第一時間給您項目的反饋信息。





